Self-generating or unwanted vibration during machining is called “Chattering or Chatter in Machining.” It is the phenomenon of tool and work imbalance or misalignment. Moreover, you can understand chatter as a vibration disturbance in the machining zone.
Chatter is one of the main concerns in machining processes, including cutting, milling, and drilling. It causes marks, surface imperfections, dimensional inaccuracy, tool clogging, and more.
This article will discuss chattering defects, their causes, and how to prevent them. At the end, we will also list some other CNC machining defects.
What is Machining Chatter?
Chatter in machining
The relative motion of cutting tools and work overtime causes ununiform cutting load distribution per rotation, which results in vibration in the machining areas These imbalances make tools and work kind of bounce to each other. So, the tool leaves the continuous material removal path and forms chatter marks. Meanwhile, even minor chattering affects the machining tolerances and surface finish quality.
There are two mechanisms regarding the development of chatter in machining;
- Resonance-Induced Chatter: When the natural frequency of the machining system (tool, workpiece, or machine structure) aligns with the frequency of the cutting forces, resonance occurs, which causes the chattering.
- Regenerative Chatter: A small waviness left on the workpiece by the tool pass causes uneven cutting forces in the next pass. This self-excited vibration increases over time and makes the material removal unstable.
What Are the Causes of Chatter in Machining?
Work holding, tool fixtures, machining parameters, machine rigidity, work material compatibility with the tool, and other several factors influence the chatter defects. The list below summarizes the key causes in brief;
Work Holding and Tooling Issues
Machine setup has a significant role in the prevention of chatter CNC machining defects. Loose clamping of the workpiece or tooling produces the micro-movement and vibrations. It is especially prone to workpieces with weak clamping geometries like slender.
Tool Path and Engagement Issues
Another possible cause for machine chattering is avoiding tool path optimization and angles at which the cutter edge engages with the workpiece. A slight variation in cutter and work engagement causes the chattering.
Resonant Vibrations
One of the common issues of chattering is the resonance of movement frequencies between machine parts. It is more of a proactive issue rather than a preventive one. In such cases, Slowly adjust the spindle speed (2 %, 3%, 4%, and so on) until you find the best tuning. Additionally, you can also run computer simulations for this.
Instability of Machine
The machine’s stability also influences chattering, whether you are using conventional lathes or advanced CNC mills.
Consequences of Machining Chatter in Your Parts

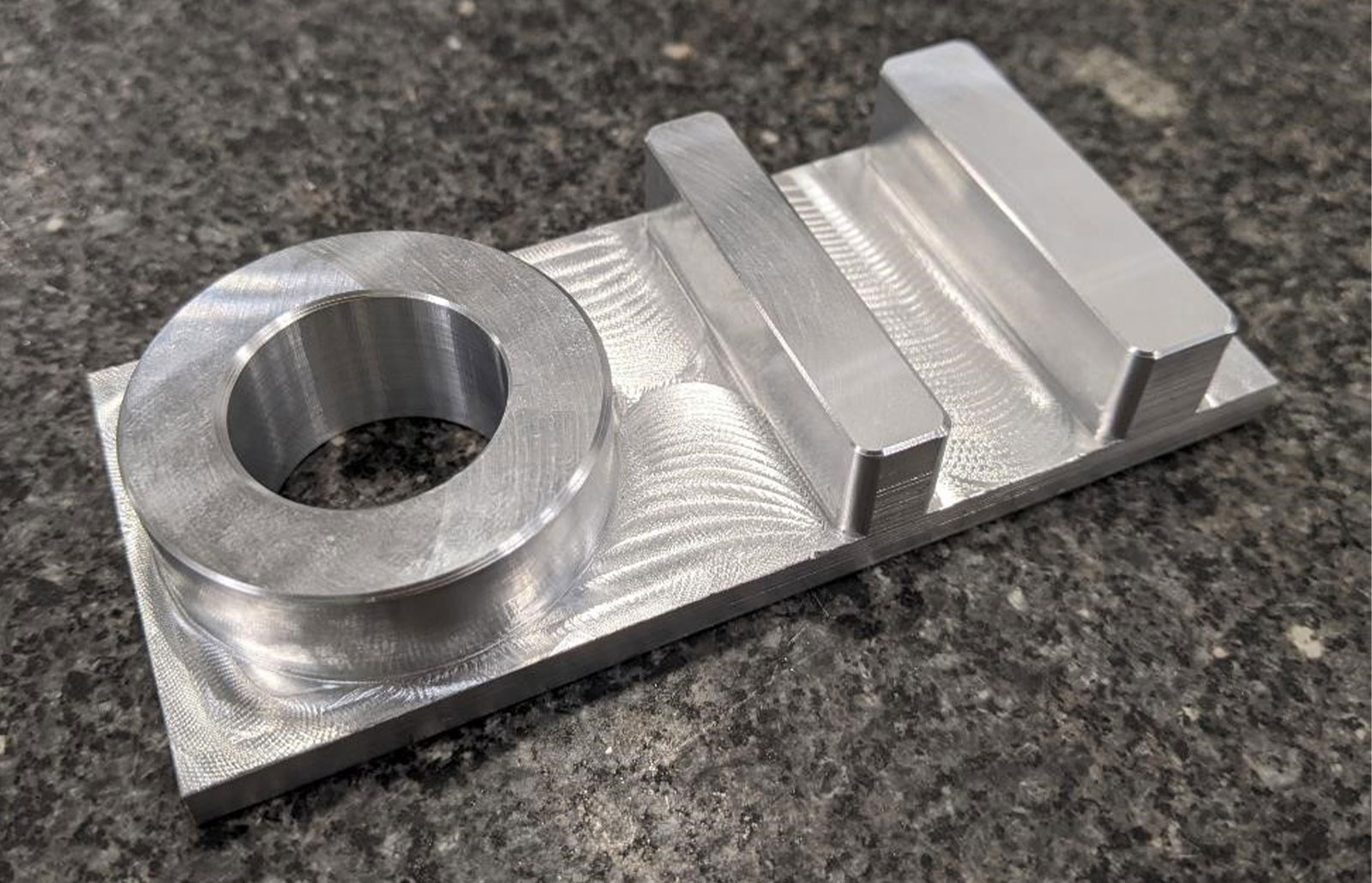
Machined parts with chatter marks
Chatter marks are visible defects on the machined surface, which are characterized by the irregular and concave upward marks left by the tool.
The following are the consequences of chatter in machining, including what defects will be seen in the final part.
- Rough Surface Finish: The chatter offset the tool from the exact path, which makes the surface rougher and burrs might be seen on the surface.
- Parts Failure: The inaccuracy caused by chattering can make the parts deviate from the allowable dimension range, leading to the production of defective items. It significantly increases the material waste and machining cost.
- Tool Wear: The continuous vibrations and friction make the tool more susceptible to wear. Meanwhile, chatter can also cause clogging, another significant contributor to tool wear.
- Low Removal Rate: As chatter also influences the cutting speed and force it lowers the material removal rate.
- Energy and Environmental Concern: The chatter during machining leads to more consumption of energy and material waste, and raises the environmental concerns due to dumping or recycling.
How to Prevent Chatter in Machining? Six Practical Tips
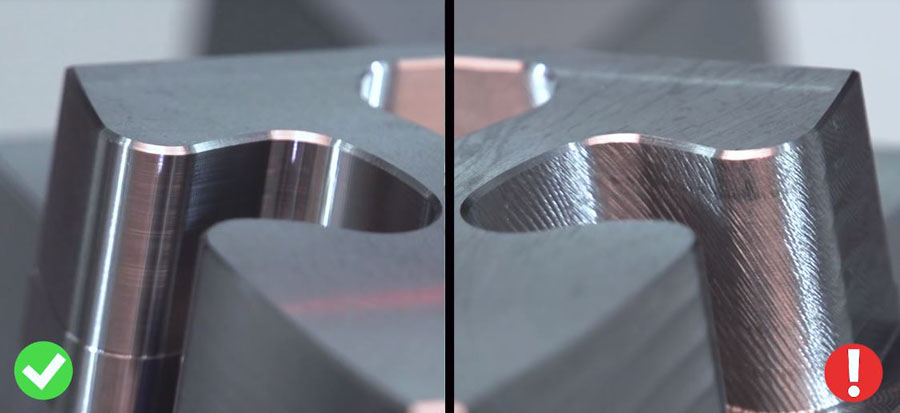
Comparison of chatter-free machining with chatter defective part
Now, let’s discuss how you can prevent the chatter in machining. The following are the key tips based on industry practice;
- Use Rigid Tool and WorkHolder: Ensure the stable machine base and check the rigidity of machine components, tooling fixtures, and work holding.
- Spindle Speed: If you feel chatter is happening due to the resonant of machine parts’ movement, adjust your spindle speed slightly.
- Tool material and work compatibility: Ensure you have chosen the correct tool material and coating with consideration of the work material’s hardness and other properties.
- Tooling and Machining Variables: Optimize the cutting angle, corner radius of mill cutters, cutting speed, cutting force, depth of cut, and other variables by proper calculation or simulation.
- Pro-active Approach: Actively monitor, diagnose, and adapt machine tool dynamics to reduce vibrations.
Other Machining Defects
Besides chattering, burr formation, tool marks, and material burn are common machining defects. All of them result in inaccuracy and rougher finishes along with their distinct consequences. Understanding these defects and prevention strategies helps to avoid them.
The list below outlines some other CNC machining defects besides the machining chatter;
- Burrs and chips on the surface
- Machining tool marks
- Material Cracks
- Tool overheating
- Chip welding
- Work wrapping
Conclusion
The chatter in machining is caused due to work-holding mistakes, wrong machining parameters, and operational errors. This can significantly affect the dimensions and surface finish of machined parts or even production failure. However, these defects are avoidable. You can ensure the right machine setup, rigidity, and optimal parameters to avoid chattering defects.